Materials management represents a critical operational function that serves as the backbone of organizational efficiency and profitability. This comprehensive analysis examines materials management’s definition, core processes, and substantial business benefits, providing organizational leaders and supply chain professionals with actionable intelligence for strategic implementation.
Definition and Strategic Importance
Materials management is the systematic planning, organizing, and controlling of material flow throughout an organization’s supply chain, encompassing acquisition, storage, distribution, and disposal of materials required for production and operations. At its core, materials management transcends simple inventory tracking—it represents a strategic coordination function designed to ensure optimal availability, quality, and cost-effectiveness of all materials.
The discipline addresses a fundamental operational challenge: balancing three competing objectives simultaneously. Organizations must maintain sufficient inventory to prevent production disruptions while minimizing capital tied up in excess stock, procure materials at competitive prices without compromising quality, and deliver materials exactly when and where needed across complex operations. Materials management provides the framework and processes to achieve this balance consistently.
This operational function carries particular significance in capital-intensive and regulatory-complex industries. Manufacturing organizations, for example, report that materials costs represent one of the largest operational expenses—often exceeding 50% of total production costs. Healthcare organizations face equally stringent requirements, where materials management directly impacts patient care delivery and regulatory compliance. Even service-based enterprises increasingly recognize materials management’s contribution to operational margins and customer satisfaction metrics.
The Five Rs: Foundational Framework
Effective materials management operates within a well-established framework known as the “Five Rs of Procurement,” which provides universal guidance across all industries and organizational types:
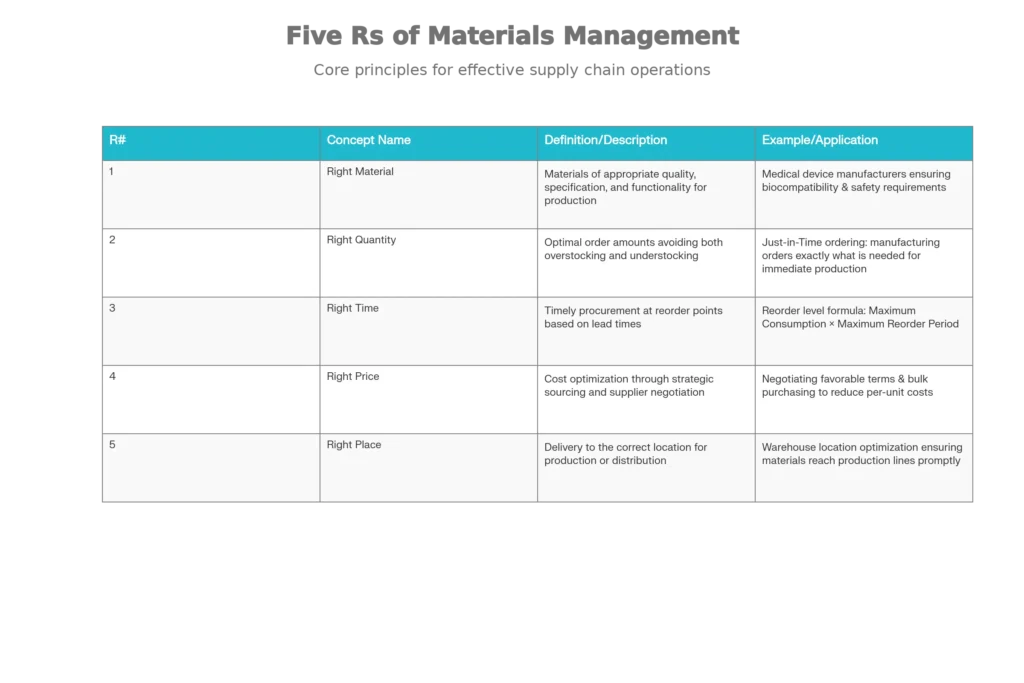
The Five Rs represent more than theoretical principles—they function as operational decision filters that guide daily procurement, inventory, and distribution activities. For instance, “right material” in pharmaceutical manufacturing carries critical implications for patient safety and regulatory compliance, requiring documentation of material specifications and traceability. In lean manufacturing contexts, “right quantity” operationalizes just-in-time principles, where materials arrive in exact quantities needed for immediate production, eliminating buffer stock that would otherwise consume warehouse space and capital.
The framework’s elegance lies in its adaptability across contexts. A construction contractor applies the Five Rs by sourcing locally available materials (reducing transportation emissions and costs), ordering quantities that match project schedules precisely, scheduling deliveries to align with crew availability, negotiating volume discounts while maintaining quality standards, and directing materials to specific job sites. These same principles operate identically in pharmaceutical supply chains, automotive manufacturing, and healthcare institutions, suggesting the framework’s fundamental validity across economic sectors.
Materials Management Process Architecture
The materials management process unfolds as four sequential, interconnected stages that collectively establish efficient material flow:
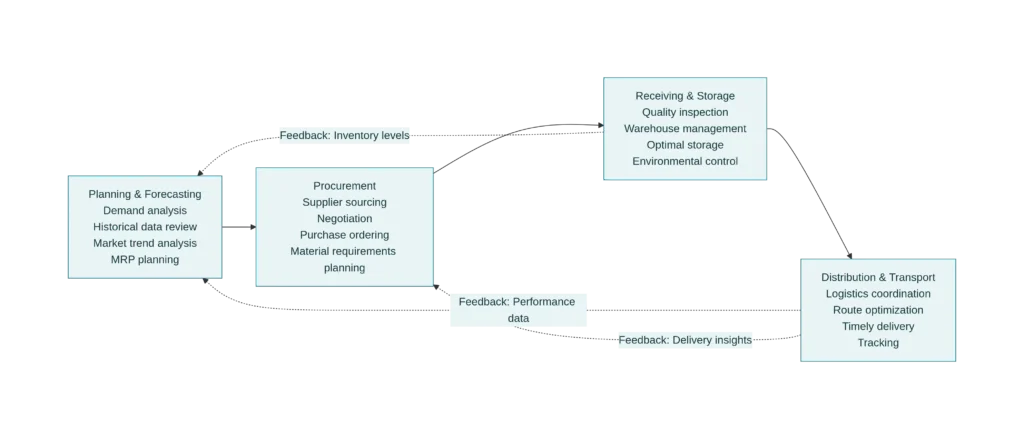
Planning and Forecasting
The process initiates with sophisticated demand planning that synthesizes historical consumption data, market trends, production schedules, and forward-looking business projections. Materials managers employ Material Requirements Planning (MRP) systems to calculate precise quantities needed based on sales forecasts, current inventory levels, and supplier lead times. This stage requires cross-functional collaboration, as demand forecasts must reflect insights from production, sales, and operations teams to ensure accuracy.
Advanced analytics enhance forecasting reliability. Organizations increasingly leverage predictive analytics and machine learning to identify consumption patterns, seasonal variations, and demand anomalies that manual analysis might overlook. In healthcare, for example, demand forecasting must account for seasonal patient volume variations, new treatment protocols that alter supply needs, and emergency preparedness requirements.
Procurement and Supplier Relationship Management
Procurement translates demand forecasts into specific purchase orders while optimizing cost, quality, and delivery terms through strategic supplier engagement. This stage involves identifying qualified suppliers, establishing procurement specifications, negotiating pricing and delivery terms, and managing ongoing supplier performance. Modern procurement extends beyond transactional purchasing to encompass strategic supplier partnerships that deliver continuous improvement in quality, cost, and innovation.
Supplier diversification represents a critical risk mitigation strategy in this phase. Single-source dependencies create vulnerability to supplier disruptions—whether due to production issues, natural disasters, or supply chain constraints. Leading organizations maintain multiple qualified suppliers for critical materials, establishing preferred supplier agreements that balance cost competitiveness with operational reliability.
The procurement phase increasingly incorporates sustainability considerations alongside traditional cost-quality metrics. Organizations implementing sustainable materials management assess supplier environmental practices, material sourcing methods, and lifecycle impacts. Companies like IKEA and Patagonia have embedded sustainability procurement criteria that reduce environmental footprints while supporting supply chain resilience.
Receiving, Inspection, and Storage
Materials arriving from suppliers undergo quality verification to confirm specification compliance before storage placement. This stage employs warehouse management systems (WMS), automated storage and retrieval systems (ASRS), and quality control protocols to ensure materials meet specifications and remain undamaged during receipt.
Modern warehousing incorporates technology solutions that enhance efficiency and accuracy. Barcode and RFID tracking systems provide real-time inventory visibility, enabling automated replenishment triggers when stock reaches predetermined reorder points. Temperature and humidity controls preserve material quality for sensitive items. Ergonomic warehouse design minimizes handling time while improving worker safety—reducing injuries that disrupt operations and increase costs.
Distribution and Transportation
The final stage coordinates material movement to production areas or customer locations through optimized logistics networks. This encompasses route optimization to minimize transportation costs, mode selection balancing speed and cost, and real-time delivery tracking. Distribution efficiency directly impacts production schedule reliability and customer service performance.
Transportation management has evolved significantly with technological advancement. Optimization algorithms analyze demand patterns, supplier locations, and delivery requirements to determine optimal transportation modes and consolidation strategies. Some organizations achieve substantial cost reduction through strategic consolidation of shipments and negotiation of better freight rates based on volume commitments.
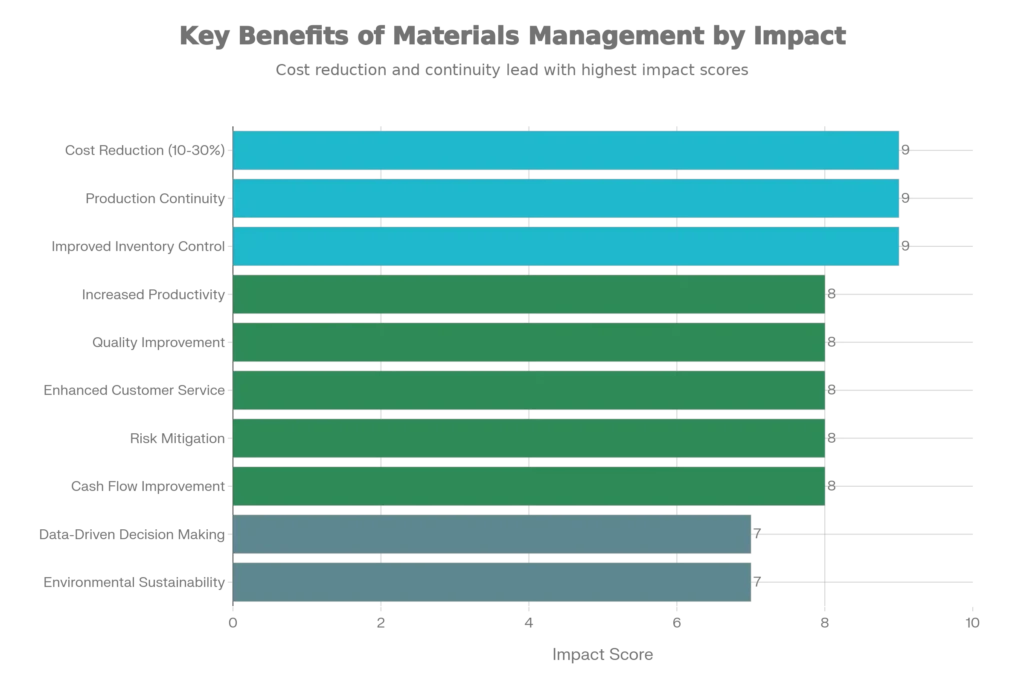
Benefits: Quantified and Strategic
Effective materials management delivers measurable returns across operational, financial, and strategic dimensions:
Cost Reduction and Financial Performance
Organizations implementing comprehensive materials management systems report cost reductions ranging from 10% to 30% across procurement, inventory holding, and logistics functions. A documented case study found warehouse cost reductions of 50% through systematic management improvements, translating to savings of $92,000 in a single facility. These figures underscore materials management’s direct impact on organizational profitability.
Cost reduction mechanisms operate through multiple channels. Strategic procurement reduces material unit costs through volume consolidation and supplier negotiation. Optimized inventory levels reduce carrying costs associated with storage, insurance, and working capital. Waste reduction through careful material handling and quality management prevents losses from obsolescence, damage, and pilferage. Automation of procurement and inventory processes reduces administrative overhead.
Particularly significant is the cash flow impact of inventory optimization. Raw materials, work-in-process inventory, and finished goods often represent 15-25% of organizational assets. Even modest inventory reductions—from 10% to 20%—release substantial capital for reinvestment in growth initiatives or debt reduction.
Production Continuity and Operational Reliability
By ensuring right materials reach production at the right time, materials management prevents costly disruptions that cascade through manufacturing operations. A production line stoppage due to material shortage imposes costs across multiple dimensions: idle machinery, underutilized labor, schedule delays that impact customer commitments, and often expensive expedited sourcing. Research documented labor productivity improvements from 1.92 man-hours per unit to 1.4 man-hours (a 27% improvement) when implementing systematic materials management, reflecting both reduced downtime and improved workflow efficiency.
This operational reliability proves particularly critical in just-in-time manufacturing environments where buffer inventory is minimal. Toyota’s legendary supply chain discipline—delivering materials to assembly stations in precise quantities at precise moments—requires extraordinary coordination but eliminates the working capital and warehouse costs associated with traditional batch-and-wait approaches.
Quality Enhancement and Compliance
Materials management systems establish incoming inspection processes, supplier quality programs, and traceability mechanisms that ensure materials meet required specifications. In regulated industries like pharmaceuticals, medical devices, and food production, this quality assurance function becomes compliance-critical. Materials traceability systems enable rapid identification and recall of affected products if quality issues emerge downstream.
Supplier quality improvement programs create continuous enhancement in incoming material quality. Many organizations implement statistical process control techniques and Six Sigma methodologies within supplier partnerships, systematically reducing defect rates and variability. This upstream quality focus reduces rework costs, customer returns, and reputation risks.
Inventory Control and Working Capital Optimization
Sophisticated inventory management prevents both stockout conditions that disrupt operations and overstocking that wastes capital and warehouse space. ABC inventory analysis prioritizes management attention on high-value, fast-moving items while establishing less stringent controls for low-value commodities. Just-in-time ordering reduces inventory levels for fast-moving materials while maintaining safety stock for critical, slow-moving items.
Real-time inventory visibility through integrated systems enables rapid response to demand variations. When demand exceeds forecast, materials managers can expedite supplier deliveries or implement manufacturing schedule adjustments. When demand falls below forecast, production schedules adjust, reducing unnecessary material consumption.
Risk Mitigation and Supply Chain Resilience
Effective materials management reduces supply chain vulnerability through diversified supplier bases, contingency planning, and proactive monitoring of supply chain disruptions. The COVID-19 pandemic starkly illustrated supply chain fragility, yet organizations with diversified suppliers and strategic inventory reserves recovered faster than single-source dependent competitors.
Scenario planning and contingency inventory strategies balance resilience costs against disruption risks. Critical materials may justify higher safety stock levels given high disruption costs. Less critical items may operate with minimal inventory. Supplier geographical diversification reduces concentration risk—sourcing from multiple regions prevents single-region disruptions from affecting operations.
Environmental Sustainability and Resource Conservation
Sustainable materials management represents a lifecycle approach that reduces environmental impact while often lowering costs simultaneously. This encompasses eco-friendly material sourcing, waste reduction through improved utilization, and product design for recyclability or reusability. Advanced organizations have reduced material waste by 30% through systematic tracking and just-in-time practices.
Circular economy principles reshape materials management from linear “take-make-dispose” models to regenerative approaches emphasizing reuse and recycling. Companies like IKEA have committed to circular economy timelines, redesigning supply chains to maintain materials in productive use for extended lifecycles rather than landfill disposition.
Industry-Specific Applications
Materials management methodologies adapt across diverse industries while maintaining core principles:
Manufacturing and Production
Manufacturing environments emphasize production scheduling optimization, work-in-process inventory control, and supplier integration for new product introductions. Lean manufacturing principles applied to materials management eliminate waste, reduce lead times, and improve responsiveness to demand variations. Manufacturing-specific techniques include value-stream mapping to identify non-value-adding activities, FIFO (First-In-First-Out) warehouse rotation to prevent obsolescence, and Kanban visual management systems that signal replenishment needs automatically.
Healthcare Supply Chain Management
Healthcare materials management addresses medical supplies, pharmaceuticals, surgical instruments, and equipment with critical dependencies between inventory availability and patient care quality. Healthcare-specific complexity includes expiration date management for pharmaceuticals and perishable supplies, regulatory compliance for controlled substances, cold-chain management for temperature-sensitive biologics, and emergency preparedness requirements. Healthcare organizations have implemented integrated inventory systems that track usage patterns across departments, enabling data-driven demand forecasting and cost reduction while maintaining emergency reserves.
Construction and Project-Based Operations
Construction materials management emphasizes accurate demand forecasting aligned with project schedules, minimizing on-site inventory while ensuring availability for critical path activities. Construction-specific practices include just-in-time material delivery to job sites, waste minimization through precise cutting and careful handling, and material tracking systems that account for project-specific requirements and budget controls.
Technology Integration and Future Direction
Modern materials management increasingly depends on integrated technology ecosystems connecting enterprise resource planning (ERP) systems, warehouse management systems (WMS), and supply chain analytics platforms. This integration enables real-time visibility across the entire materials lifecycle, from procurement planning through delivery to production.
ERP-WMS integration particularly transforms operational capability. ERP systems provide demand planning, procurement, and financial management across the enterprise. WMS systems optimize warehouse operations, order picking, and inventory movement. When integrated, these systems eliminate manual data transfers, provide unified visibility, and enable automated decision-making. For example, when demand forecasts update in the ERP system, the WMS automatically adjusts picking priorities and warehouse organization to meet anticipated demand patterns.
Advanced analytics increasingly inform materials management decisions. Predictive analytics identify demand patterns and forecast potential disruptions. Machine learning algorithms optimize supplier selection, routing decisions, and safety stock calculations. These capabilities enable proactive rather than reactive management, anticipating disruptions before they impact operations.
Conclusion
Materials management functions as both operational discipline and strategic capability, directly influencing organizational profitability, resilience, and sustainability performance. The systematic application of materials management principles—ensuring right materials, right quantity, right time, right place, and right price—delivers quantified benefits ranging from 10-30% cost reductions to 50% warehouse efficiency improvements while simultaneously enhancing quality, reliability, and environmental performance.
For organizations seeking competitive advantage in today’s complex global supply chains, materials management excellence represents high-impact opportunity. Investment in materials management processes, technology infrastructure, and professional capability generates returns that flow directly to operational margins and strategic positioning.